Katana appendage tooling machined directly as female moulds from solid metal…
The fin incorporates additional drought so it will be suitable for larger boats such as 10 Raters.
It can also be adapted for classes with restricted drought such as the IOM.
The lower Reynolds Numbers characteristic of IOM class boats makes it advantageous to use the top part of the fin mould, keeping the trunking design common.
The fin incorporates additional drought so it will be suitable for larger boats such as 10 Raters.
It can also be adapted for classes with restricted drought such as the IOM.
The lower Reynolds Numbers characteristic of IOM class boats makes it advantageous to use the top part of the fin mould, keeping the trunking design common.
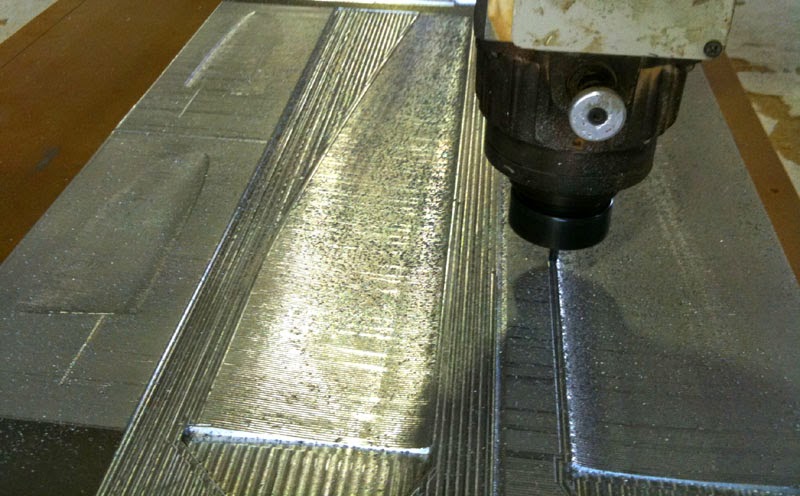
Initial coarse passes shown. The machine will then return with progressively finer steps down to less than 0.1mm. The only final hand finishing required is a very light sand and polish.
For such small, shallow, rigid moulds that can be made directly as female tools, the investment in more expensive and slower to machine materials is warranted.
The step of laminating a female mould from a pattern is eliminated and the final tooling will be capable of withstanding high mechanical pressures and elevated temperatures to produce very compact laminates.

Bulb mould also shown at coarse stage (below). The plate that will form the fin cavity is visible on the left. Pouring hole for the lead and vent holes fore-and-aft are visible on the right.

These shots also courtesy Alex Kryger, Aptec Composites.